MES系统中生产计划作业管理规范 | 木白科技 木白智造
1.目的
以能准时完成客户订单为生产目的,制定和合理调配作业方式、人员、设备、物料的系统计划、库存控制以及出货。
2. 工作职责
2.1 生产计划员负责订单分析、生产能力评估,制定生产、物料需求计划以及生产进度跟催。
2.2 物料采购员负责建立采购订单、物料申购、物料配置以及配合生产计划进行物料进度跟催。
2.3 仓管员负责工厂所有生产物料、非生产性物料、产品的收、管、发工作,帐目、电脑数据的完善以及与供应商、外协加工商的退料、补物料跟进。


3. 生产计划作业
3.1 生产计划员应对工厂现有人力和设备统计,进行生产能力负荷评估。
3.2 根据工厂业务部订单进行分析,对所有订单按优先原则(交货日期、客户等级)进行排序及订单合并。
3.3 根据合并后的订单总览表,订单按产品作业特点、客户产品系列,按出货时间排序,评估现有的生产能力定制生产计划进行统一安排。
3.4 如现有生产能力跟不上生产计划和客户交货期,需增加工作时间或增加人员、设备及外协加工,以满足订单完成,无法完成订单知会业务部与客户沟通协商延期交货。
3.5 制作周时间段订单编为周生产计划,提前一周发放相关部门。同样方法建立半月计划和月计划,并制定物料需求计划提供给采购员参照,采购员依物料需求计划需求的时间顺序进行物料采购作业。
3.6 生产计划员通知仓库管理员根据生产排程计划进行备料、发料,生产部须按周作业计划安排生产。
3.7 新产品投产,业务部、技术研发部要提前5-10天提供相关标准要求资料给相关部门,以便顺利生产。
3.8 生产计划员接到业务部订单取消或更改,要立即对生产现状分析,并由采购员追查物料状况,生产计划员查核后回复业务部,落实调整计划方案。生产计划员调整生产计划通知生产部;同时通知采购员更改物料需求计划,发料、退料计划并通知仓库、生产部。
3.9 计划调整:如遇有人员、设备负荷与生产计划产量不平衡、物料配置异常以及生产异常状况影响生产日程,生产计划员知会相关部门(生产部、技术研发部、质管部、采购部、业务部)确定解决方案,计划调整方案经总经理审批后,知会相应部门协同实施。
3.10 对生产计划的实施进行跟踪、外协加工进度跟踪,建立生产进度跟催表,督促生产、物料进度,跟进成品进仓状况和出货计划交期,督导出货安排。
4. 外发加工作业
4.1 生产计划员应对现有的人员进行评估,若无法按照生产计划如期交货时,及时通知外协商。
4.2 生产计划员需对现有的外协加工商进行其产能和质量评估,如现有外协加工商的产能和质量要求达不到或洽谈不合时,必须及时另寻求合适的外协加工商。
4.3 生产计划员确定外协加工商后,及时与仓库沟通备料。
4.4 确定物料、样品全部到位,通知外加工商到我司工厂确认“外发加工单”和领料。生产计划员需提供标准样品和物料清单(BOM)给外协加工商,并要求加工商按照我司工厂的要求在规定的交期内按时交货、严格控制好品质。
注:样品需经品质人员、研发人员及销售人员检验合格后方可发给外协加工商。
4.5 开“外发加工单”给加工商确认时,要求加工商认真阅读“外发加工单”内的相关内容要求,告知加工商在生产过程注意一些细节问题点,要求加工商必须在交货期内开始供货,如是订单需求急时并规定加工商每天供货数量。
4.6 外加工商拿到确认之“外发加工单”和样品到我司工厂仓库领料,仓库人员看到确认之“外发加工单”和样品后方可发放物料,同时双方核对“物料清单”上的物料型号、数量清楚。
5. 采购员作业
5.1 对工厂所有物料进行分析,把工厂所有的物料进行分类。
5.2 对分类物料分析,确定订单的物料需求计划进行采购,控制好物料库存量。
5.3 根据生产计划员提供的周生产计划、半月生产计划、月生产计划、物料需求计划和研发部提供的物料清单(BOM)计算物料周、半月、月的物料需求,仓库提供库存数据记录(现有库存+已订未入库数),建立物料需求分析表。根据物料需求列出申购物料明细,正式请购,交由采购员采购相关的物料。
5.4 根据生产计划员拟定的生产计划制订备料和发料计划。
5.5 要定期对物料库存量评估查核,建立物料使用差异表。
5.6 对生产部超领、补领物料进行控制。按订单量进行发料,补料需开有单据并注明原因。
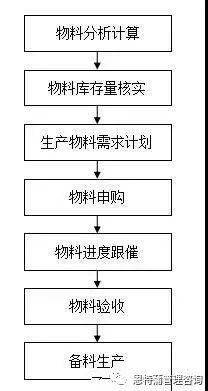
5.7 物料流程图:
6. 物料仓库作业
6.1 仓库管理员负责仓库的全面工作,根据各分仓(毛坯仓、中转仓、成品仓)不同工作范围, 执行管理标准和管理计划;同时,每日检查各仓库的工作质量,要求照章办事,手续齐全,帐目清楚。
6.2 需每月对现有库存数量查核,并填写“仓库月结报表”送财务部和采购员,完成每月一次小盘点,每年一次大盘点工作。
6.3 负责管理好仓库所有来往帐单数据,跟进仓库帐、物、卡之一致性。
6.4 对物料、财物保管负主要有责任,做好防火、防潮、防盗、防虫和防尘工作;物料、成品摆放整齐,标识无损,布局合理。
6.5 对物料进行合理化管理分发,按先进先出原则发放物料。任何物料、半成进出库经要有单据,并把数据录入帐本。
6.6 确保物品收发无误,并每月及时处理呆滞料和废料。
6.7 依据采购单核对进厂物料(包括物料名称、规格、编号、数量、供应商),确保采购一致。
6.8 采购单内容与实物相符合,经核对无误的物品摆放在待验区;若有异常情况,及时汇报采购和生产计划员。
6.9 所有物料、半成品在入库前放置于待验区,经质管部QC验收合格后方通知仓库管理员接收入库,未得到QC验收合格之物料、半成品拒绝入库。
6.10 仓库管理员每月应对于放置6个月以上的特殊物料,通知品质人员再次进行检验。
6.11收料流程图:

7. 成品仓作业
7.1 各种成品都须有明细帐目(含名称、规格、数量)且帐、物相符合。
7.2 成品出货时必需按必需先出原则出货。
7.3 每天根据出货计划或业务部的出货通知提前备货,并清点确认清楚,以便提高次日装柜速度。
7.4 存放在仓库的所有成品均要记录并标识清楚。
7.5 所有仓库存的成品必须实行每月一小盘点每年一大盘的盘点工作。
8. 发料作业
8.1 生产计划领料应依生产计划的订单量和“套料单”, 仓管员根据生产计划的订单量和“套料单”发放相关物料并必须要求物料员签名,以此作为该部门生产物料成本核算凭证。
8.2 发料过程中,领料员及发料员须逐一核对物料名称及规格(特别是那些规格相近、外表相似的物料),确保发料无误、领料正确;若有异常现象发生,须及时纠正,并汇报生产计划员和采购。
9. 退料作业
9.1 退料包括来料不良、生产批量完成后多余物料、损耗物料和损坏的半成品。
9.2 凡生产上选出的不合格物料,由负责人在“退料单”和外包装上写明物料名称、 规格、物料编码、不良原因、数量、退料日期后退回仓库。
9.3 凡生产线退多余物料,应在外包装上写明名称、规格、数量、编号,开“退料单”退回仓库。
9.4 所有经QC检验的不合格物料或生产车间所退的不良品,须及时摆放到不良品处理区。
9.5 质管部QC员在来料检验或生产过程检验发现有批量性不良物料或半成品时,通知仓库管理员作业退货处理退回供方,并同时通知生产计划员、采购员及业务部相关人员。
9.6 各种退料,应按不同型号、规格、供应商分类包装,不可混杂(包括外包装)。
9.7 所有补、退料数据都需记录清楚并录入帐本。
10. 仓库储存要点
10.1 仓库物料和成品储存区域要分待检区、良品区、不良品区标识。储存条件要通风、通气、通光、干净,白天保持空气畅顺,下雨要关好门窗,保证物料干燥,避免受潮。对易变质物料要有防护措施。储存原则包括:防火、防水、防压、定点、定位、定时、先进先出;物料上下叠放要上小下大、上轻下重;另易受潮物料应放货架和卡板;呆料须分开存放,以及注意消防安全。
10.2 仓管员依据仓库物料储位图分布物料储存区域,标示于仓库明显位置,区域变更时,储位图也需作相应的修改。坚持每天巡仓,物料抽查,定期清理仓库呆滞料和不合格料。对于保存期相对较长产品应及时通知QC重检。
10.3 所有物料需建立完整帐目和报表,每一种物料建立一张物料卡;不同物料,进厂后有明显标识;贵重物品要特别保管。
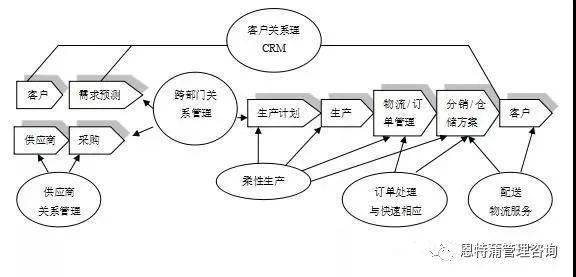
跨部门合作
要搞好一个部门工作单靠自身力量是不够的,采购、生产、销售、技术等相关部门之间的良好协作是提高运作率和对客户需求反应的关键。
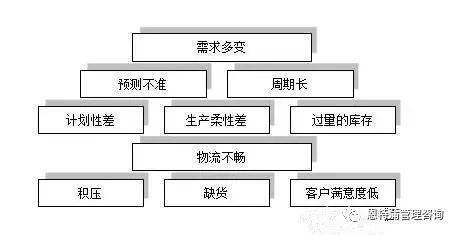
协作不良的问题
文章参考来源:https://www.sohu.com/a/435014020_177747?spm=smpc.author.fd-d.8.1606801294096sVrjipG
服务热线
021-34127798
欢迎客户24小时来电垂询